L'optimisation des NEP passe par la turbidité18 novembre 2021
La turbidité est le seul moyen de contrôler l'élimination des résidus de lait pendant le processus de nettoyage (NEP / CIP).
La conductivité, la température et le débit vous indiqueront seulement que vous faites ce que vous aviez prévu (ex: faire circuler de la soude à 1,2% à 80°C pendant 20 minutes). Aucun de ces capteurs ne vous dira si vous éliminez les résidus de produits laitiers.
Dans l’exemple ci-contre, un refroidisseur de yaourt est lavé.
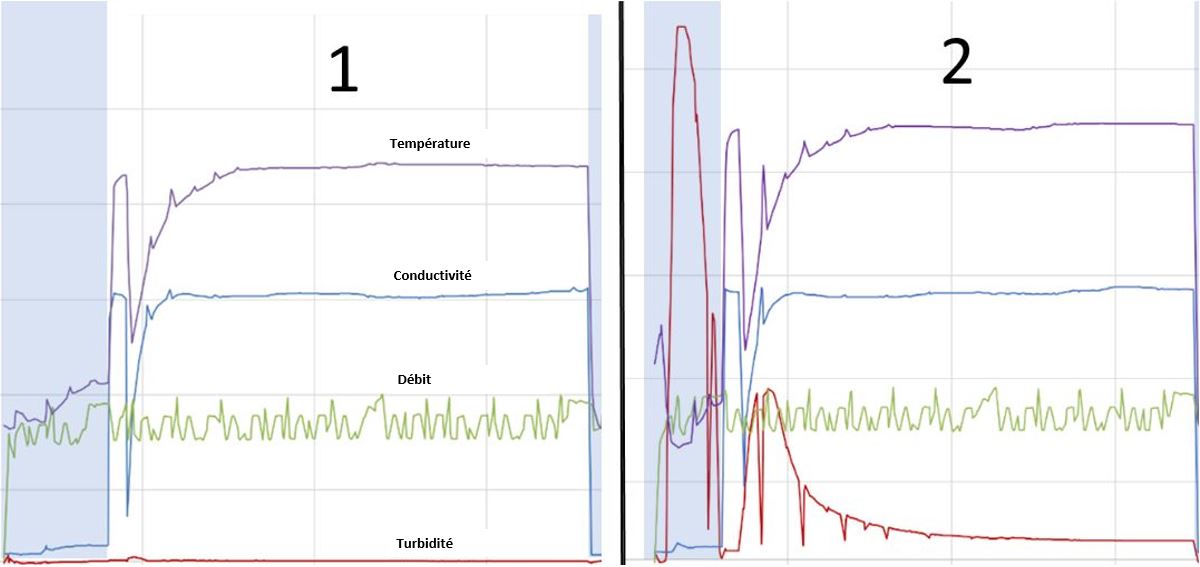
Les courbes de conductivité, température et débit sont similaires sur les deux graphiques. Aucun problème n’est détecté, tous les paramètres sont dans les plages attendues.
Le turbidimètre VOM SATRON (courbe rouge) raconte une autre histoire.
Graphique 1: le refroidisseur propre est lavé à nouveau avant le début de la production. La courbe de turbidité est complètement plate. Aucun produit n'est détecté.
► Le premier rinçage aurait pu être écourté permettant un gain d’eau.
Graphique 2: Le même refroidisseur, quelques jours plus tard, est de nouveau lavé. Plus de 100 kg de yaourt sont encore dans le refroidisseur. Le premier rinçage entraîne une grande quantité de résidus de produits, puis la soude récupère également une quantité importante de ces résidus provoquant son encrassement.
► Le premier rinçage aurait dû durer plus longtemps jusqu’à élimination des résidus pour éviter la pollution de la soude et assurer son efficacité.
Le contrôle de la turbidité sur les nettoyages en place et particulièrement lors du premier rinçage apporte de nombreux avantages:
- Maximiser les performances de nettoyage et la récupération du produit,
- Maitriser les consommations d’eau,
- Protéger la soude, assurer son efficacité,
- Standardiser les performances de nettoyage et réduire les variations d'efficacité,
- Eviter des problèmes en cascade sur les actions suivante.
Cela pourrait vous intéresser :
3 septembre 2024
VOM BOT - La nouvelle version économique
Un turbidimètre toujours aussi performant et durable à un cout inférieur !
Le turbidimètre VOM qui a fait ses preuves depuis des années a maintenant une nouv...
28 septembre 2023
Nouvelle brochure CAPFLOW 2023 pour le secteur papeterie
La nouvelle brochure CAPFLOW 2023 papeterie est disponible ! Retrouvez nos innovations pour réduire les pertes (matière / eau / énérgie) ainsi que nos solutions en instrumentation, contrôle de la pate à papier&...
27 septembre 2023
Arrivée de l'IO Link sur nos turbidimètres
Les turbidimètres de la gamme SATRON passent à l'IO Link !!
Dès janvier 2024 nous serons en mesure de vous proposer, en plus du standard 4-20mA, ce nouveau mode de comm...
3 mars 2023
Nouvelle brochure CAPFLOW 2023 pour le secteur agroalimentaire
La nouvelle brochure CAPFLOW 2023 agroalimentaire est disponible ! Retrouvez nos innovations pour réduire les pertes (matière / eau / énérgie) ainsi que nos solutions en instrumentation et métrologie en cliquant...
3 mars 2023
VOA Prime - une mesure unique sur le marché
Le turbidimètre VOA est le dernier né de la gamme SATRON. Il combine deux longueurs d’onde lui permettant d’être performant aussi bien dans la détection rapide de l’arrivée du produit mais aussi dès les premie...
24 février 2023
CFIA RENNES 14, 15 et 16 MARS 2023Bonjour,
Nous avons le plaisir de vous inviter au Salon CFIA les 14, 15 et 16 mars au Parc Des Expo de Rennes. N’hésitez pas à nous-y rejoindre !
...
26 août 2022
Etude gain d'énergie / Taux de défaillance sur purgeurs et soupapesGrâce à notre partenaire EMERSON nous pouvons vous proposer une étude gratuite, personnalisée et complète sur vos purgeurs et soupapes à partir de vos données, récoltées notamment lors de vos audits (nombre de purgeur...
26 janvier 2022
Maitriser les transitions de produits / les pousses
Lors du traitement de produits alimentaires liquides ou semi-liquides, la précision des turbidimètres VO de Satron maximise votre productivi...
26 janvier 2022
CFIA RENNES 8, 9 et 10 MARS 2022
Bonjour,
Nous avons le plaisir de vous inviter au Salon CFIA les 8, 9 et 10 mars au Parc Des Expo de Rennes. N’hésitez pas à nous-y rejoindre !
<...
26 janvier 2022
Interfaces crèmes glacées
La crème glacée est un produit laitier clef avec des ventes mondiales dépassant les 60 milliards d’euros en 2021. Le capteur optique VOA de Satron a prouvé sa capacité à géné...
16 septembre 2021
RADAR 1408H : La solution mesure de niveau IO Link
Le nouveau transmetteur de niveau sans contact 1408H d’EMERSON est actuellement le seul sur le marché à proposer une communication IO Link avec un radar d...
14 septembre 2021
Adaptateur TTS CIPTECLe fabricant TTS CIPTEC a cessé ses activités et ne fabrique plus de turbidimètre.
Les turbidimètres de la gamme VO de chez SATRON sont configurables en différentes longueurs d’onde dont la rouge visib...
10 septembre 2021
Pourquoi la mesure de la turbidité est le moyen le plus efficace pour déterminer le temps d’un prérinçage efficace dans les laiteries ?
Alors que la conductivité peut détecter un changement de 0,1 % dans la concentration chimique/eau, elle est limitée dans la détection des résidus de lait provenant de l'eau ou de produits chimiques pour les raisons suivan...
10 septembre 2021
Contrôle des laits chocolatés
Il est généralement difficile pour les capteurs optiques à longueur d'onde unique de détecter l'eau dans le lait chocolaté.
Lorsque la boisson contient du cacao, l'ajout d'eau au mélange entra�...
10 septembre 2021
Contrôle des jus et des boissons
Les capteurs optiques sont des outils essentiels pour surveiller les processus de production de jus et de boissons et pour réduire les pertes de produits. La large gamme de capteurs certifiés hygiéniques de Satron et notre ...
27 août 2021
Guide affichage et programmation VORetrouver notre nouveau guide interactif sous format PDF pour maitriser l'affichage et la programmation de base des turbidimètres de la série VO.